截面设计常用凹槽以改善外观、减少袋形波或增加产品强度。直段压延的方式成型,弯曲成型凹槽需要增加板材宽度。凹槽以弯曲或平凹槽压延成型,材料取自临近区域,无需增加材料宽度。凹槽可以在成型过程的任意道次成型。在哪个道次成型,通常取决于产品类型、对轴抗挠度的估计以及冷弯机设计者的经验。
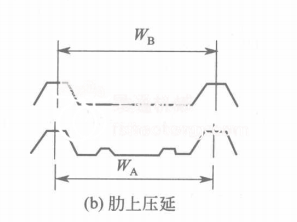
凹槽在第一道次冷弯成型时,因材料从两边滑人,通常以弯曲方式成型。如果凹槽在最后一道压延成型,那么,大直径孔形卡住断面,使材料不能侧向滑人凹槽。另一个方法是在一个特定的道次压延全部凹槽。因压延所需力比弯曲成型大,凹槽的压延通常需要更大的轴径。当材料横向延展时,会在纵向收缩。长度减少有助于减少或消除波浪。 槽的压延有助于消除波浪,但其深度受材料伸长率限制。如果材料的伸长率限制了凹槽深度,可以综合应用这两种成型方法。凹槽可以冷弯成型至一定深度,比如,最终深度的三分之二、最后的三分之一深度压延成型。这种方法可以生成正确的深度而不使材料产生裂纹。
凹槽的压延成型经常产生残余应力,从而使断面变为弓形.因而经常需要补偿,两种方法可以进行这种补偿:在凹槽成型过程中,断面成型至弓形的反面;更普遍的是弓形形成后弯曲至其反面。凹槽压延深度超过要求深度,然后再压回最终尺寸,会减少断面弓形。
凹槽或压延的冷弯成型转发请注明出处:https://www.fshaotong.com/aocaohuoyayandelengwanchengxing.html